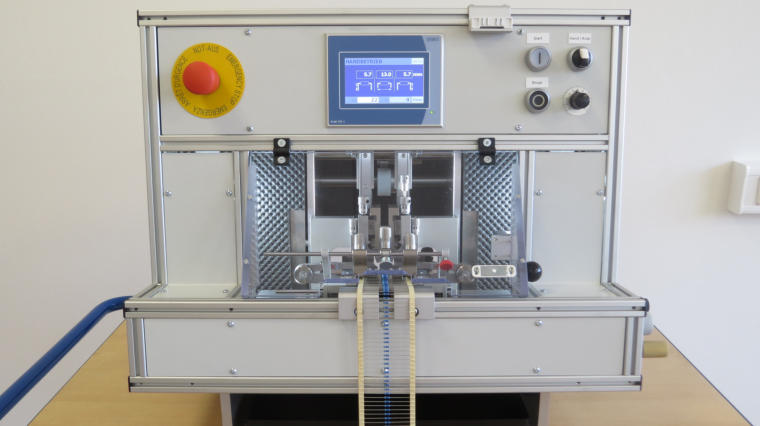








Bauteilvorbereitungs-
maschine Axial
SMA 600
Universeller Schneide-, Biege- und Sickenautomat zum Bearbeiten
von gegurteten Bauelementen mit axialen Drahtanschlüssen.
Maschinenbeschreibung:
•
Drahtdurchmesser von 0,4 bis 1,3 mm ohne
Werkzeugwechsel
•
Gurtraster 5, 10 und 15 mm
•
Regelbare Leistung bis ca. 8.000 Stück pro Stunde
(abhängig von Gurtqualität und Drahtdurchmesser)
•
Bauteilkörper ist während der Bearbeitung zugentlastet
(stressfreies Bearbeiten) 4-5 kg federnd
•
Minimale Druckstellen beim Biegevorgang am Draht durch
einstellbare, gefederte Biegerollen
•
Sickentiefe stufenlos verstellbar
•
Biegewinkel des Drahtes verstellbar
•
Rastermaß (2,5 - 60 mm) und Schenkellänge (3 - 30 mm)
sind über eine Digitalanzeige ablesbar und stufenlos
einstellbar
•
Verstellung der Parameter und Gurtbreite erfolgt über
Drehknöpfe (befindlich an Maschinenaußenseite)
•
Wiederholgenauigkeit der Parameter ± 0,05 mm
•
Maschine ist SPS-gesteuert (SABO) und schaltet bei
folgenden Zuständen automatisch ab: Sollstückzahl erreicht,
Gurtende oder Störung im Gurt --> Fehlermeldungen werden
angezeigt
•
Zählwerk integriert in Steuerung
•
Sprachenauswahl: Deutsch, Englisch, Französisch
•
Ansteuerung der Werkzeuge erfolgt über Kurven
•
Antrieb elektrisch mit Zahnriemen (Drehstrommotor)
•
Maschine ist äußerst wartungsarm, da sich an beweglichen
Teilen Linearführungen befinden (Vorschub- und
Biegeeinheit, Zugentlastung, Gurtzuführung)
•
Gurtzuführung erfolgt von vorderer Seite der Maschine
•
Gurtrest gleitet an Rückseite der Maschine heraus
•
Bauteile fallen in ESD-fähigen Behälter unterhalb der
Maschine
•
Betriebspannung: 230V/50Hz (Standard), auf Wunsch auch
Sonderspannungen möglich
•
Länge x Breite x Höhe (ohne Zubehör): 600 x 500 x 510 mm
•
Gewicht: ca. 53 kg (ohne Zubehör)





Biegeformen
Bauteilvorbereitungs-
maschine Axial
SMA 600
Beschreibung:
•
Durch leicht auswechselbare Werkzeuge (2-3 min) ist es
möglich, die unten genannten Standardformen zu fertigen
•
Sonderformen ebenfalls möglich
•
Werkzeuge sind mit Hartmetall bestückt, um eine lange
Standzeit zu gewährleisten.
•
Darstellung Werkzeuge: siehe rechts
Biegeform 1:
•
Schneiden und biegen von 0,4 - 1,3 mm Drahtdurchmesser
•
Körperdurchmesser max. 35 mm
•
Bei einer Leiterplattendicke von 1,6 mm ergibt sich ein
Drahtdurchstand von 1,5 ± 0,1 mm (Standard)
•
Abstand zwischen Körper und Biegeradius ist abhängig vom
eingesetzten Biegefinger.
•
Möglichkeiten: 1,0 …1,2 …1,5 mm (Standard = 1,5 mm)
Biegeform 2:
•
Einrastsicke/snap-in schneiden, biegen und sicken
•
Drahtdurchmesser von 0,4 - 0,9 mm
•
Körperdurchmesser max. 35 mm
•
Bei einer Leiterplattendicke von 1,6 mm ergibt sich ein
Drahtdurchstand von 1,5 ± 0,1 mm (Standard)
Biegeform 3:
•
Abstandsicke/standoff schneiden, biegen und sicken
•
Drahtdurchmesser 0,4 - 1,3 mm
•
Körperdurchmesser max. 35 mm
•
Bei einer Leiterplattendicke von 1,6 mm ergibt sich ein
Drahtdurchstand von 1,5 ± 0,1 mm (Standard)
Biegeform 4:
•
Hochstehend / Sickeformen: snap-in, standoff und gerades
schneiden
•
Drahtdurchmesser 0,4 - 0,9 mm ohne Werkzeugwechsel
•
Körperdurchmesser max. 5 mm
•
Bei einer Leiterplattendicke von 1,6 mm ergibt sich ein
Drahtdurchstand von 1,5 ± 0,1 mm (Standard)













